LASER DRILLING
The Drilling Process With The Highest Efficiency
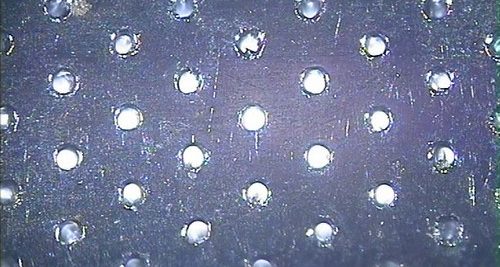
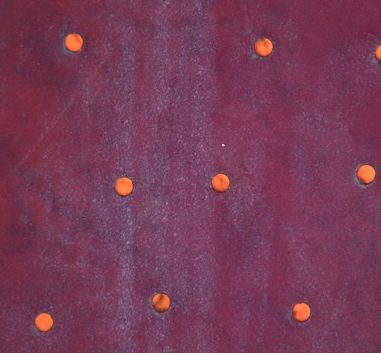
Laser drilling is a thermal machining process which consists in focusing a laser beam which is precisely shaped on the surface of a material. This concentrated beam with high power density will induce fusion, vaporization and also sublimation of the material. The pressure generated by this shock wave and the assist gas at the surface will eject the molten material out of the hole. This thermal processing method is adapted to the production of through and blind holes in any type of material. Depending on the technology, drilling rates can be increased to several hundred of holes per second.
The laser drilling can be performed on-the-fly (single shot drilling), by percussion and by trepaning (as illustrated)
Percussion drilling :
Percussion drilling is a static laser drilling process. It consists of making a hole using a series of laser pulses with controlled energy and geometry at a precise location on a stationary piece. This method is applicable for holes in diameters range from 30 to 1000 μm with a maximum thickness of 30mm. The limits of the process depend on the materials and technologies used.
This drilling process is a good compromise between quality and process speed. It is well established in the aeronautic industry for the drilling of blades cooling holes.
Trepaning drilling:
Trepaning is a laser drilling process similar to a cutting process. Therefore, the hole diameter is not limited by the the beam. This 1-pass process allow us to achieve the best hole quality but unfortunately, the processing speed is higher. Tolerances in the range of ±5um are reachable on thin material.
The laser beam is focused on a diameter at least 3 times smaller than the diameter of the required hole. The beam will be displaced in a circular manner, either by means of a rotary optics (or trepaning head) or by displacement of the workpiece or Of the laser beam. Trepanation allows us to obtain cylindrical holes of excellent quality as well as precisions in the range of 5 μm.
Process well-established in medical, aeronautic, watch and automotive industries. Due to the high quality and the lower investment cost, it seems like this Art of Drilling is almost common nowadays.
On-the-fly drilling:
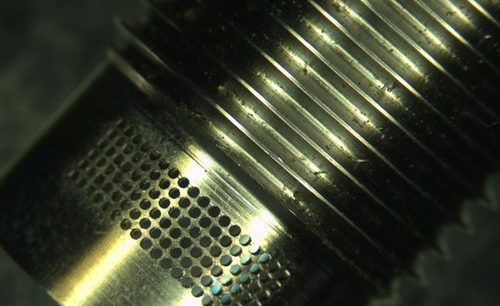
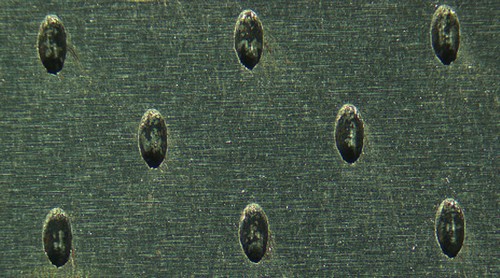
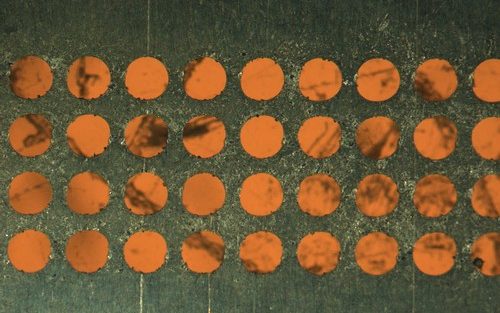
This laser drilling method is used mainly for the laser drilling of automotive filters and filter for the food industry because of the high amount of holes required. This technique consists to shoot with the laser beam on moving part with a constant frequency. A single laser shot will then make one hole. The distance between the hole is set-up with the movement speed and the frequency of the laser beam.
Due to the achievable drilling rates, between 10 and 10000 holes per second and also the versatility of this process, it is fastest way to realize high quantity of holes.
Le laser and machine configuration depend almost of the materials and thickness to drill, as well as the technologies used and the quality required.
Areas of application:
Laser drilling is applicable on all kind of material like temperatures and corrosion resistant materials (Hastelloy, Nimonic, Tungsten, Molybdenum), all types of precious metals as well as non-ferrous materials and steel alloys. Thanks to the latest technology progress, we are also able to perform high-precision drilling on sapphire crystals, pearl, onyx, Ohara, ceramics and other brittle materials
Characteristics of laser drilling:
- Contact-less machining
- Minimal effect on the drilled material
- Low thermal stress and deformation
- Holes down to 10° inclination to surface are possible